当中心出水过滤系统出现出水流量变小的情况时,可能是滤芯堵塞导致。长时间使用后,滤芯会吸附大量杂质,阻碍冷却液流动。此时,企业只需按照规定的更换周期,及时更换滤芯即可恢复正常流量。一般来说,前置滤芯建议每 3 - 6 个月更换一次,具体更换时间可根据实际使用情况和水质状况适当调整。通过定期更换滤芯,不仅能保证系统的正常运行,还能确保冷却液的过滤效果,维持良好的加工状态。如果发现过滤后的冷却液出现异味,很可能是活性炭滤芯失效。活性炭滤芯主要用于吸附冷却液中的异味和有机物,使用时间过长或吸附饱和后就无法有效发挥作用。解决办法是及时更换活性炭滤芯,同时对系统内部进行清洗,去除可能滋生的细菌。定期对系统进行清洗和消毒,能够保持冷却液的清洁卫生,避免因冷却液异味影响加工环境和产品质量。浙江川界科技供应中心出水系统,有想法的不要错过哦!路桥区铣床中心出水过滤系统推荐厂家
切屑缠绕一直是困扰机床加工的难题,尤其是在复杂零件的加工中,切屑缠绕不仅会影响加工的连续性,还可能对刀具和工件造成损伤。中心出水过滤系统在此方面展现出强大的优势,高压冷却液从刀具中心喷出,能够对切屑产生强大的冲刷力,将切屑迅速冲离切削区域,有效避免切屑缠绕刀具和工件的情况发生。在深孔加工中,这种优势更为明显。深孔加工时,传统的冷却方式难以将冷却液有效送达孔底,导致切屑排出困难,而中心出水过滤系统能够确保冷却液直达深孔底部,强力冲出切屑,保证加工的顺利进行,提高深孔加工的效率和质量。台州大型机床中心出水过滤设备中心出水系统品质售后有保障,欢迎联系浙江川界科技。

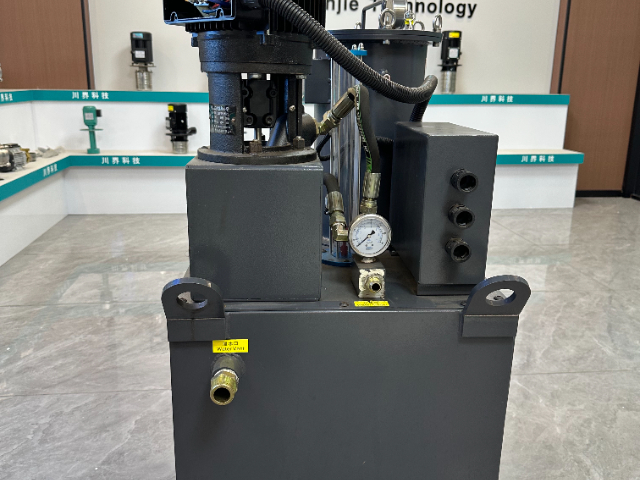
不同的机床加工工艺对冷却液的压力和流量有着不同的要求。中心出水过滤系统具备良好的调节性能,其出水压力可在 30bar 到 150bar 之间灵活调整,流量也能从 20l/min 到 180l/min 进行适配。在进行高速铣削时,需要较高的压力和流量来确保冷却液能够快速冷却刀具并有效排屑,此时可将系统压力和流量调高;而在一些对精度要求极高、切削量较小的加工工序中,则可适当降低压力和流量,以满足加工需求。这种灵活的调节能力,使得该系统能够广泛应用于各种机床加工工艺,具有很强的通用性。
在螺纹加工工序中,中心出水过滤系统同样能为加工带来诸多益处。螺纹加工时,刀具与工件的接触面积较大,产生的热量较多,且切屑容易缠绕在刀具上,影响加工质量和效率。中心出水过滤系统通过将高压冷却液从刀具中心喷射到螺纹加工区域,能够迅速冷却刀具,降低刀具磨损,同时利用冷却液的冲击力将切屑及时冲走,避免切屑缠绕刀具。这使得螺纹加工能够更加顺畅地进行,加工出的螺纹精度更高,表面质量更好,满足各种机械零件对螺纹精度的严格要求。中心出水系统服务,就选浙江川界科技,有需求可以来电咨询!

中心出水过滤系统与机床的兼容性良好,无论是传统的普通机床,还是现代化的数控机床,都能轻松适配。对于普通机床而言,安装中心出水过滤系统能够提升其加工能力,使其在加工精度和效率方面得到*改善。而对于数控机床,中心出水过滤系统更是能够与机床的自动化控制系统紧密结合,实现冷却液压力、流量等参数的精细调控。在自动化加工过程中,根据不同的加工工序和工件材质,机床控制系统能够自动调整中心出水过滤系统的工作参数,确保加工过程始终处于比较好状态,提高加工的稳定性和一致性。浙江川界科技致力于提供中心出水系统服务,有想法的不要错过哦!台州磨床中心出水过滤系统生产厂家
浙江川界科技可供应实验使用中心出水系统。路桥区铣床中心出水过滤系统推荐厂家
中心出水过滤系统在模具制造行业有着广泛的应用前景。模具制造过程中,对模具的精度、表面质量和使用寿命要求极高。该系统能够在模具加工的各个环节,如铣削、钻孔、电火花加工等,为刀具提供高效的冷却和排屑支持。在铣削模具型腔时,高压冷却液可以迅速冷却刀具,防止刀具过热导致的模具表面烧伤和变形,同时将切屑及时排出,保证加工的顺利进行。在钻孔过程中,中心出水过滤系统能够确保冷却液深入孔内,冷却钻头并排出铁屑,提高钻孔的精度和效率,为制造高质量的模具奠定坚实基础。路桥区铣床中心出水过滤系统推荐厂家
浙江川界机电科技有限公司免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。